

Jährlich entstehen Milliarden-Schäden an Maschinen und Anlagen durch Korrosion und Abrasion. Auftragsschweißen ist die effiziente Lösung, wenn widerstandsfähige Oberflächen gefordert sind. Denn abrieb-, korrosions- oder verschleißfeste Werkstoffe wie Alloy 50 und 625, CrMo 910 oder Inconel 625 sind teuer. Deshalb ist das Plattierverfahren - Auftragsschweißen oder Cladding - eine wirtschaftliche Alternative. Als Grundwerkstoff genügt dann ein einfacher Stahl, den die wertvolle Schicht veredelt. Beim konventionellen Auftragsschweißen schmilzt der Lichtbogen jedoch den Grundwerkstoff relativ stark auf. Mehrere und meist dicke Schutzlagen sind deshalb erforderlich. Mit dem CMT-Prozess genügen jetzt weniger und dünnere Schichten. Dies spart sowohl teures Material als auch Arbeitszeit und Energie.
Ursprünglich konzipierten die F&E-Experten von Fronius das CMTVerfahren für Dünnblech- und Werkstoffmischverbindungen. Einer seiner Hauptvorteile, die geringe Wärmeeinbringung des „kalten“ Prozesses, revolutioniert jetzt das Auftragsschweißen. „Mit CMT erzielen wir die gewünschte geringere Aufmischung mit dem Grundwerkstoff und haben dank des reduzierten Wärmeeintrags deutlich weniger Verzug. Letzteres verringert den Aufwand für nachträgliche Richtarbeiten an den schweißplattierten Membranwänden“, fasst Dipl.-Ing. und EWE Wolfgang Hoffmeister, geschäftsführender Gesellschafter der „Uhlig Rohrbogen“, die Vorteile des Verfahrens zusammen.
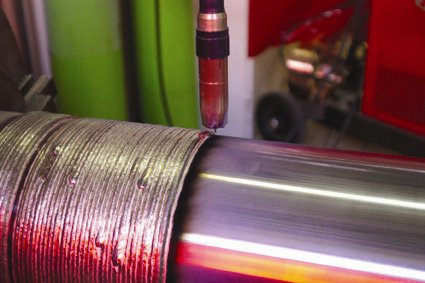
Im Vergleich zum Auftragsschweißen mit dem WIG (Wolfram- Inertgas)-Prozess ist wegen der geringeren Aufmischung nur eine „dünne“ Lage statt mehrerer Millimeter Dicke erforderlich. Außerdem ist die Schweißgeschwindigkeit des CMT-Prozesses zwei- bis dreimal höher. Im Vergleich zum MAG (Metall-Aktivgas)-Prozess reicht bei gleicher Drahtgeschwindigkeit (z.B. 12 m/min.) ein Schweißstrom von 180 statt 300 Ampere. Entsprechend niedriger ist der Wärmeeintrag. Zum automatisierten Auftragsschweißen von Rohren hat Fronius jetzt eine komplette Anlage entwickelt. Die Erste ihrer Art erhielt die italienische Firma Ansaldo. Mit ihr kann der Anwender die Vorteile des CMT-Verfahrens in einer überzeugenden technischen Umsetzung inklusive der praxisgerechten Software nutzen.
Anzahl der Zeichen ca.: 2.270
Ursprünglich konzipierten die F&E-Experten von Fronius das CMTVerfahren für Dünnblech- und Werkstoffmischverbindungen. Einer seiner Hauptvorteile, die geringe Wärmeeinbringung des „kalten“ Prozesses, revolutioniert jetzt das Auftragsschweißen. „Mit CMT erzielen wir die gewünschte geringere Aufmischung mit dem Grundwerkstoff und haben dank des reduzierten Wärmeeintrags deutlich weniger Verzug. Letzteres verringert den Aufwand für nachträgliche Richtarbeiten an den schweißplattierten Membranwänden“, fasst Dipl.-Ing. und EWE Wolfgang Hoffmeister, geschäftsführender Gesellschafter der „Uhlig Rohrbogen“, die Vorteile des Verfahrens zusammen.
Im Vergleich zum Auftragsschweißen mit dem WIG (Wolfram- Inertgas)-Prozess ist wegen der geringeren Aufmischung nur eine „dünne“ Lage statt mehrerer Millimeter Dicke erforderlich. Außerdem ist die Schweißgeschwindigkeit des CMT-Prozesses zwei- bis dreimal höher. Im Vergleich zum MAG (Metall-Aktivgas)-Prozess reicht bei gleicher Drahtgeschwindigkeit (z.B. 12 m/min.) ein Schweißstrom von 180 statt 300 Ampere. Entsprechend niedriger ist der Wärmeeintrag. Zum automatisierten Auftragsschweißen von Rohren hat Fronius jetzt eine komplette Anlage entwickelt. Die Erste ihrer Art erhielt die italienische Firma Ansaldo. Mit ihr kann der Anwender die Vorteile des CMT-Verfahrens in einer überzeugenden technischen Umsetzung inklusive der praxisgerechten Software nutzen.
Anzahl der Zeichen ca.: 2.270
